Descrizione della soluzione
Cremagliera pignone per attrezzature di fusione dell'acciaio personalizzate
|
Ricerca e sviluppo |
Software: Solidworks, CAD, Procast, UG Ciclo di miglioramento dei campioni: da venticinque a trentacinque giorni |
|
Ingegneria |
Acciaio inossidabile: 304/304L, 316/316L, 410/416 e molti altri |
|
Parametro tecnologico |
Porzione di grassi: 2 g per 30 kg |
|
terapia del calore |
Normalizzazione, rinvenimento, tempra, ricottura, tempra e rinvenimento, caburizzazione, soluzione. |
|
Terapia dell'area |
Pulizia, sabbiatura, zincatura, zincatura a caldo, nichelatura, passivazione, Elettrolucidatura, lucidatura a specchio, spazzolatura, rivestimento in PE, verniciatura a polvere, ecc. |
|
Ispezione |
Ispezione di pulizia, ispezione radiografica a raggi X, ispezione CMM |
|
Capacità di creazione |
Molto più di 120 tonnellate al mese |
|
Certificati di qualità |
ISO9001 ISO14001 |
Profilo dell'organizzazione:
HangZhou CZPT Foundry Co.,Ltd Situata nella provincia di Zhejiang, in Cina.
Ci siamo specializzati in decisione di investimento sulla fusione del sol di silice con oltre 20 anni di esperienza e gestisce una superficie di 100.000 metri quadrati
con 500 dipendenti.
Il nostro metodo di gestione della generazione e della qualità soddisfa pienamente le richieste di Certificazione ISO 9001:2015, rilasciata da TÜV Rheinland.
Hongsheng produce una vasta gamma di componenti di fusione e lavorazione di precisione di qualità sostanziale in acciaio inossidabile, acciaio al carbonio, metalli legati... i principali settori che includono ferrovie ad alta velocità, settore automobilistico, prodotti marittimi, strumenti sanitari,
componenti per apparecchiature, hardware di sviluppo, parti di pompe e valvole... e così via.
Vantaggi delle fusioni in acciaio inossidabile
I getti in acciaio inossidabile di alta qualità trovano impiego in una vasta gamma di settori industriali per i seguenti motivi:
- Eccezionale resistenza alla corrosione: Il cromo viene utilizzato come elemento di lega nell'acciaio inossidabile, contribuendo a migliorarne le proprietà anticorrosive. A differenza del carbonio e delle leghe metalliche, i getti in acciaio inossidabile richiedono una finitura superficiale minima o nulla. Questo è uno dei motivi per cui le aree in acciaio inossidabile ottenute tramite fusione di precisione vengono utilizzate in componenti industriali come valvole, pompe e altri elementi in cui la resistenza alla corrosione è essenziale.
- Qualità visiva eccezionale: Qualità Un aspetto visibile è possibile per le aree forgiate a scopo di spesa che necessitano di un'elevata qualità visiva.
- Finiture superficialiRaggiungere 120 RMS o valori superiori è facilissimo.
- Vicino alle aree di condizione di rete: Evitare componenti di macchine a lungo termine che utilizzano elementi solidi per decisioni di investimento vicino al web.
- Tolleranze di chiusura: È possibile raggiungere livelli di tolleranza di ±0,005 pollici per ogni pollice
Operazioni secondarie e metodo di trattamento delle fusioni per la decisione di investimento che offriamo
|
Zincatura lucida, nichelatura, galvanizzazione, cromatura |
|
|
Anodizzazione, fosfatazione, trattamento acido, affilatura |
|
|
Lavorazioni CNC ad alta precisione |
|
|
Brocciatura, fresatura, foratura, maschiatura |
|
|
levigatura pavimenti, sabbiatura, verniciatura a polvere |
|
|
Metodo di trattamento termico |
Domande frequenti:
D1: Quali sono i tempi di pagamento?
A: Bonifico bancario, PayPal.
D2: Come possiamo fornirvi un preventivo?
A: Dovresti inviarci una richiesta via e-mail con tutti i disegni tecnici che hai, come la qualità dei materiali, la tolleranza, meccanica
case, trattamento termico, requisiti e molto altro. I nostri ingegneri specializzati effettueranno un sopralluogo e vi forniranno un preventivo entro 24 ore.
D3: Quali soluzioni vengono solitamente elaborate dalla vostra azienda?
A: Componenti per automobili, elementi per macchinari, componenti navali, elementi per cucine, elementi per l'agricoltura.
D4: Quali materiali vengono utilizzati più frequentemente?
A: Acciaio inossidabile, lega metallica, acciaio al carbonio, alluminio, rame.
D5: Quale pacchetto completo potete fornire?
A: Sabbiatura, burattatura, lucidatura, elettrolucidatura, lucidatura a specchio, verniciatura a polvere, elettroforesi, ecc.
D6: Qual è il quantitativo minimo d'ordine (MOQ)?
A: In base alla soluzione, cento pezzi standard.
D7: Possiamo realizzare i campioni?
A: Disponibile, 15-20 giorni per il campionamento.
D8: E per quanto riguarda i tempi di guida?
A: Solitamente circa 35 volte per la produzione in serie, vi preghiamo di avvisarci se si tratta di un ordine urgente.
| Metodo di fusione: | Fusione termica per gravità |
|---|---|
| Processo: | Fusione a cera persa |
| Tecniche di stampaggio: | Fusione per gravità |
| Applicazione: | Componenti per macchinari |
| Materiale: | Acciaio inossidabile |
| Preparazione della superficie: | Sabbiata |
###
| Campioni: |
US$ 1/Pezzo
1 pezzo (ordine minimo) |
|---|
###
| Personalizzazione: |
Disponibile
|
|---|
###
|
Ricerca e sviluppo
|
Software: Solidworks, CAD, Procast, UG
Ciclo di sviluppo dei campioni: 25-35 giorni
|
|
Materiali
|
Acciaio inossidabile: 304/304L, 316/316L, 410/416 ecc.
Acciaio inossidabile duplex: 2250, 2507, Zeron 100 ecc. acciaio al carbonio acciaio legato |
|
Parametro tecnico
|
Peso del componente: da 2 g a 30 kg
Dimensioni massime: 600 mm di diametro o lunghezza Spessore minimo della parete: 1,5 mm Rugosità di fusione: Ra3.2-6.4 Rugosità di lavorazione: Ra1.6 Tolleranza di fusione: CT6 Nucleo interno: nucleo in ceramica, nucleo in urea, nucleo in cera solubile in acqua. |
|
Trattamento termico
|
Normalizzazione, rinvenimento, tempra, ricottura, tempra e rinvenimento, caburizzazione, trattamento di solubilizzazione.
|
|
Trattamento superficiale
|
Lucidatura, sabbiatura, zincatura, zincatura a caldo, nichelatura, passivazione,
Elettrolucidatura, lucidatura a specchio, lucidatura a spazzola, rivestimento in PE, verniciatura a polvere, ecc.
|
|
Ispezione
|
Ispezione di pulizia, ispezione radiografica a raggi X, ispezione CMM
|
|
Capacità produttiva
|
Oltre 120 tonnellate al mese
|
|
Certificati di qualità
|
ISO 9001; ISO14001
|
###
|
Zincatura lucida, nichelatura, galvanizzazione, cromatura
|
|
|
Anodizzazione, fosfatazione, trattamento acido, lucidatura
|
|
|
Lavorazioni CNC ad alta precisione
|
|
|
Brocciatura, fresatura, foratura, maschiatura
|
|
|
levigatura superficiale, sabbiatura, verniciatura a polvere
|
|
|
Trattamento termico
|
| Metodo di fusione: | Fusione termica per gravità |
|---|---|
| Processo: | Fusione a cera persa |
| Tecniche di stampaggio: | Fusione per gravità |
| Applicazione: | Componenti per macchinari |
| Materiale: | Acciaio inossidabile |
| Preparazione della superficie: | Sabbiata |
###
| Campioni: |
US$ 1/Pezzo
1 pezzo (ordine minimo) |
|---|
###
| Personalizzazione: |
Disponibile
|
|---|
###
|
Ricerca e sviluppo
|
Software: Solidworks, CAD, Procast, UG
Ciclo di sviluppo dei campioni: 25-35 giorni
|
|
Materiali
|
Acciaio inossidabile: 304/304L, 316/316L, 410/416 ecc.
Acciaio inossidabile duplex: 2250, 2507, Zeron 100 ecc. acciaio al carbonio acciaio legato |
|
Parametro tecnico
|
Peso del componente: da 2 g a 30 kg
Dimensioni massime: 600 mm di diametro o lunghezza Spessore minimo della parete: 1,5 mm Rugosità di fusione: Ra3.2-6.4 Rugosità di lavorazione: Ra1.6 Tolleranza di fusione: CT6 Nucleo interno: nucleo in ceramica, nucleo in urea, nucleo in cera solubile in acqua. |
|
Trattamento termico
|
Normalizzazione, rinvenimento, tempra, ricottura, tempra e rinvenimento, caburizzazione, trattamento di solubilizzazione.
|
|
Trattamento superficiale
|
Lucidatura, sabbiatura, zincatura, zincatura a caldo, nichelatura, passivazione,
Elettrolucidatura, lucidatura a specchio, lucidatura a spazzola, rivestimento in PE, verniciatura a polvere, ecc.
|
|
Ispezione
|
Ispezione di pulizia, ispezione radiografica a raggi X, ispezione CMM
|
|
Capacità produttiva
|
Oltre 120 tonnellate al mese
|
|
Certificati di qualità
|
ISO 9001; ISO14001
|
###
|
Zincatura lucida, nichelatura, galvanizzazione, cromatura
|
|
|
Anodizzazione, fosfatazione, trattamento acido, lucidatura
|
|
|
Lavorazioni CNC ad alta precisione
|
|
|
Brocciatura, fresatura, foratura, maschiatura
|
|
|
levigatura superficiale, sabbiatura, verniciatura a polvere
|
|
|
Trattamento termico
|
Tipi di ingranaggi conici
Gli ingranaggi conici sono utilizzati in numerosi settori. Sono impiegati in escavatori gommati, draghe, nastri trasportatori, attuatori di mulini e trasmissioni ferroviarie. La forma a spirale o angolata di un ingranaggio conico può renderlo adatto a spazi ristretti. Viene utilizzato anche nella robotica e nei supporti verticali dei laminatoi. Gli ingranaggi conici possono essere utilizzati nei processi di lavorazione alimentare. Per ulteriori informazioni sugli ingranaggi conici, continua a leggere.
Ingranaggio conico a spirale
Gli ingranaggi conici a spirale vengono utilizzati per trasmettere potenza tra due alberi disposti a 90 gradi. Hanno denti curvi o obliqui e possono essere realizzati in vari metalli. Bestagear è un produttore specializzato in ingranaggi conici a spirale di medie e grandi dimensioni. Sono utilizzati nei settori minerario, metallurgico, navale e petrolifero. Gli ingranaggi conici a spirale sono solitamente realizzati in acciaio, alluminio o materiali fenolici.
Gli ingranaggi conici a spirale presentano numerosi vantaggi. I loro denti ingranati creano un trasferimento di forza meno brusco. Sono incredibilmente resistenti e progettati per durare a lungo. Sono anche meno costosi di altri ingranaggi angolari. Tendono anche a durare più a lungo, perché vengono prodotti in coppia. Gli ingranaggi conici a spirale riducono anche il rumore e le vibrazioni dei loro omologhi. Pertanto, se avete bisogno di un nuovo set di ingranaggi, gli ingranaggi conici a spirale sono la scelta giusta.
Il contatto tra i denti degli ingranaggi conici a spirale avviene lungo la superficie del dente dell'ingranaggio. Il contatto segue la teoria di Hertz del contatto elastico. Questo principio è valido per piccole dimensioni significative dell'area di contatto e piccoli raggi di curvatura relativi delle superfici. In questo caso, deformazioni e attrito sono trascurabili. Un ingranaggio conico a spirale è un esempio comune di ingranaggio elicoidale invertito. Questo ingranaggio è comunemente utilizzato nelle attrezzature minerarie.
Gli ingranaggi conici a spirale presentano anche una funzione di assorbimento del gioco. Questa caratteristica contribuisce a mantenere lo spessore del film d'olio sulla superficie dell'ingranaggio. L'asse dell'albero, la distanza di montaggio e gli errori angolari influiscono sul contatto dei denti su un ingranaggio conico a spirale. La regolazione del gioco aiuta a correggere questi problemi. Le tolleranze indicate sopra sono comuni per gli ingranaggi conici. In alcuni casi, i produttori apportano lievi modifiche progettuali in una fase avanzata del processo produttivo, riducendo al minimo i rischi per gli OEM.
Ingranaggio conico dritto
Gli ingranaggi conici a denti dritti sono tra i tipi di ingranaggi più facili da produrre. Il primo metodo utilizzato per la produzione di ingranaggi conici a denti dritti prevedeva l'utilizzo di una pialla dotata di una testa di indicizzazione. Tuttavia, i metodi di produzione sono stati migliorati dopo l'introduzione del sistema Revacycle e del Coniflex. Le tecnologie più recenti consentono una produzione ancora più precisa. Entrambi questi metodi di produzione sono utilizzati da CZPT. Ecco alcuni esempi di produzione di ingranaggi conici a denti dritti.
Un ingranaggio conico dritto viene prodotto utilizzando due tipi di superfici coniche, ovvero il metodo Gleason e il metodo Klingelnberg. Tra i due, il metodo Gleason è il più comune. A differenza di altri tipi di ingranaggi, il metodo CZPT non è uno standard universale. Il sistema Gleason produce ingranaggi di qualità superiore, poiché l'adozione della bombatura dei denti è il metodo più efficace per realizzare ingranaggi che tollerano anche piccoli errori di assemblaggio. Inoltre, elimina la concentrazione di sollecitazioni nei bordi smussati dei denti.
La composizione dell'ingranaggio dipende dall'applicazione. Quando è richiesta durevolezza, un ingranaggio è realizzato in ghisa. Il pignone è solitamente tre volte più duro dell'ingranaggio, il che aiuta a bilanciare l'usura. Altri materiali, come l'acciaio al carbonio, sono più economici, ma meno resistenti alla corrosione. L'inerzia è un altro fattore critico da considerare, poiché gli ingranaggi più pesanti sono più difficili da invertire e arrestare. I requisiti di precisione possono includere il passo e il diametro dell'ingranaggio, nonché l'angolo di pressione.
La geometria evolvente di un ingranaggio conico dritto viene spesso calcolata variando la normale della superficie alla superficie stessa. La geometria evolvente viene calcolata incorporando le coordinate della superficie e lo spessore teorico del dente. Utilizzando la CMM, la superficie evolvente sferica può essere utilizzata per determinare la configurazione del contatto dei denti. Questo metodo è utile quando non si dispone di un utensile per la prova a rulli, poiché è in grado di prevedere la configurazione del contatto dei denti.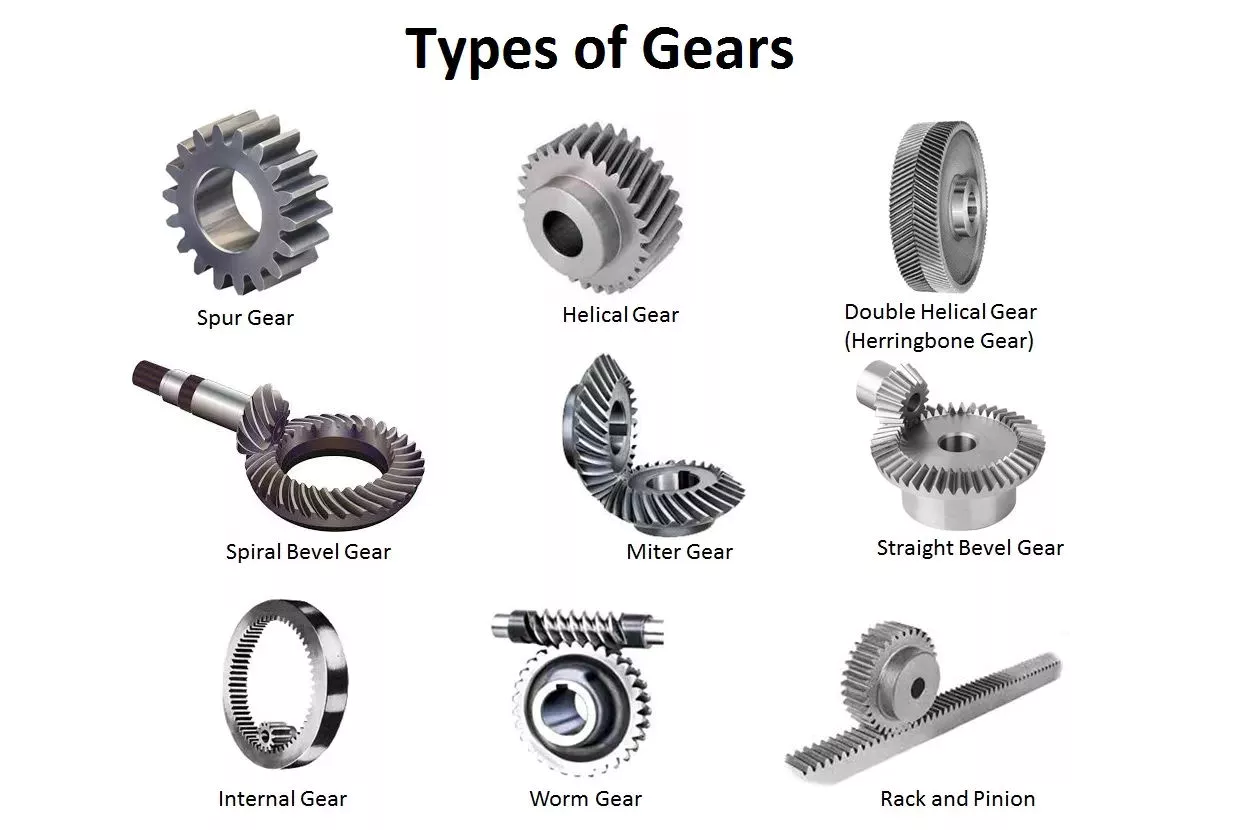
Ingranaggio conico ipoide
Gli ingranaggi conici ipoidi rappresentano una soluzione efficiente e versatile per la riduzione della velocità. Le dimensioni compatte, l'elevata efficienza, la bassa rumorosità e generazione di calore, nonché la lunga durata, li rendono una scelta popolare nei settori della trasmissione di potenza e del controllo del movimento. Di seguito sono riportati alcuni dei vantaggi degli ingranaggi ipoidi e i motivi per cui è consigliabile utilizzarli. Di seguito sono elencati alcuni dei principali pregiudizi e falsi presupposti su questo tipo di ingranaggio. Questi presupposti possono sembrare controintuitivi a prima vista, ma vi aiuteranno a capire di cosa si tratta.
Il concetto di base degli ingranaggi ipoidi è che utilizzano due alberi non intersecanti. L'albero più piccolo è disassato rispetto a quello più grande, consentendo loro di ingranare senza interferenze e di sostenersi a vicenda in modo sicuro. Il trasferimento di coppia risultante è migliore rispetto ai gruppi di ingranaggi convenzionali. Un ingranaggio conico ipoide viene utilizzato per azionare l'asse posteriore di un'automobile. Aumenta la flessibilità di progettazione della macchina e consente la regolazione libera degli assi.
Nel primo caso, l'ingranamento dei due corpi si ottiene adattando la fresa iperboloidale all'ingranaggio desiderato. Le sue proprietà geometriche, l'orientamento e la posizione determinano l'ingranaggio desiderato. Quest'ultimo viene utilizzato se l'ingranaggio desiderato è silenzioso o è necessario ridurre le vibrazioni. Una fresa iperboloidale, invece, ingrana con due corpi dentati. È l'opzione più efficiente per la modellazione di ingranaggi ipoidi con problemi di rumorosità.
La differenza principale tra ingranaggi conici ipoidi e a spirale è che gli ingranaggi conici ipoidi hanno un diametro maggiore rispetto alle loro controparti. Di solito si trovano in applicazioni con rapporti 1:1 e 2:1, ma alcuni produttori offrono anche rapporti più elevati. Un riduttore ipoide può raggiungere velocità di tremila giri/min. Questo lo rende la scelta preferita in una varietà di applicazioni. Quindi, se state cercando un riduttore ad alta efficienza, questo è il riduttore che fa per voi.
Angoli di addendum e dedendum
Gli angoli di addendum e dedendum di una ruota conica vengono utilizzati per descrivere la forma e la profondità dei denti dell'ingranaggio. Ogni dente dell'ingranaggio ha una superficie leggermente rastremata che varia in profondità. Questi angoli sono definiti dalle rispettive distanze di addendum e dedendum. L'angolo di addendum è la distanza tra la superficie superiore e quella inferiore dei denti, mentre l'angolo di dedendum è la distanza tra la superficie primitiva e quella inferiore dei denti.
L'angolo di passo è l'angolo formato dal vertice del cono primitivo dell'ingranaggio con la linea primitiva dell'albero dell'ingranaggio. L'angolo di dedendum, invece, è la profondità dello spazio tra i denti al di sotto della linea primitiva. Entrambi gli angoli vengono utilizzati per misurare la forma di una ruota conica. Gli angoli di addendum e dedendum sono importanti per la progettazione degli ingranaggi.
Gli angoli di dedendum e addendum di una ruota conica sono determinati dal rapporto di contatto di base (Mc) delle due ruote dentate. La curva evolvente non può estendersi all'interno del diametro di base della ruota conica. Il diametro di base è anche una misura critica per la progettazione di un ingranaggio. È possibile ridurre la curva evolvente per adattarla alla curva evolvente, ma deve essere tangente alla curva evolvente.
L'applicazione più comune degli ingranaggi conici è il differenziale automobilistico. Sono utilizzati in molti tipi di veicoli, tra cui automobili, camion e persino macchine edili. Trovano impiego anche nell'industria navale e aeronautica. Oltre a questi due usi comuni, gli ingranaggi conici trovano molti altri impieghi. E la loro popolarità continua a crescere. Ma sono una componente preziosa dei sistemi di ingranaggi automobilistici e industriali.
Applicazioni degli ingranaggi conici
Gli ingranaggi conici sono utilizzati in una varietà di applicazioni. Sono realizzati in materiali diversi a seconda del peso, del carico e dell'applicazione. Per applicazioni ad alto carico, vengono utilizzati metalli ferrosi come la ghisa grigia. Questi materiali hanno un'eccellente resistenza all'usura e sono economici. Per applicazioni con peso inferiore, vengono utilizzati acciaio o materiali non metallici come la plastica. Alcuni materiali per ingranaggi conici sono considerati silenziosi. Ecco alcuni dei loro usi più comuni.
Gli ingranaggi conici dritti sono i più facili da produrre. Il primo metodo di produzione prevedeva l'uso di una pialla con testa di indicizzazione. I moderni metodi di produzione hanno introdotto i sistemi Revacycle e Coniflex. Per la produzione di ingranaggi industriali, il CZPT utilizza il sistema Revacycle. Tuttavia, esistono molti tipi di ingranaggi conici. Questa guida vi aiuterà a scegliere il materiale giusto per il vostro prossimo progetto. Questi materiali possono resistere ad alte velocità di rotazione e sono molto resistenti.
Gli ingranaggi conici sono particolarmente comuni nei macchinari automobilistici e industriali. Collegano l'albero motore alle ruote. Alcuni hanno persino una conicità a 45 gradi. Questi ingranaggi possono essere posizionati su una superficie conica e testati per verificarne la capacità di trasmissione. Vengono utilizzati anche in applicazioni di collaudo per garantire la corretta trasmissione del moto. Possono ridurre la velocità di alberi dritti. Gli ingranaggi conici possono essere utilizzati in molti settori, dalla nautica all'aviazione.
Il tipo più semplice di ingranaggio conico è l'ingranaggio obliquo, che ha un rapporto di trasmissione 1:1. Viene utilizzato per modificare l'asse di rotazione. Gli alberi degli ingranaggi conici obliqui possono intersecarsi con qualsiasi angolo, da 45 gradi a 120 gradi. I denti dell'ingranaggio conico possono essere diritti, elicoidali o a zero denti. Come per gli ingranaggi a cremagliera e pignone, esistono diversi tipi di ingranaggi conici.


Modificato da czh il 22/12/2022



















