ソリューションの説明
特注鋼鋳造設備ピニオンラック
|
研究開発 |
ソフトウェア: Solidworks、CAD、Procast、UG サンプルの改善サイクル:25~35日 |
|
コンポーネント |
ステンレス鋼:304/304L、316/316L、410/416、その他多数 |
|
技術的パラメータ |
脂肪分摂取量:2g~30kg |
|
温熱療法 |
焼きならし、焼き戻し、焼き入れ、焼きなまし、焼き入れ焼き戻し、炭化処理、固溶化処理。 |
|
局所療法 |
研磨、ビーズブラスト、亜鉛メッキ、超高温亜鉛メッキ、ニッケルメッキ、不動態化処理、 電解研磨、鏡面研磨、ブラシ研磨、PEコーティング、粉体塗装など |
|
検査 |
清浄度検査、X線放射線検査、CMM検査 |
|
創造能力 |
30日間あたり120トンをはるかに超える |
|
品質証明書 |
ISO9001 ISO14001 |
組織概要:
杭州CZPT鋳造有限公司 中国浙江省に所在。
私たちは シリカゾル投資決定鋳造 20年以上の経験を持ち、10万平方メートルを扱っています。
人員500名。
当社の世代管理と品質管理方法は、 ISO 9001:2015認証取得、TÜVラインランド認定。
Hongshengは、ステンレス鋼、炭素鋼、合金金属で高品質の精密鋳造部品や機械加工部品を幅広く製造しており、主な分野には高速鉄道、自動車産業、船舶製品、医療機器などがあります。
機器部品、開発用ハードウェア、ポンプおよびバルブ部品…など
ステンレス鋼鋳造の利点
ステンレス鋼製の鋳造品は、以下の理由から幅広い産業分野で利用されています。
- 優れた耐腐食性: クロムはステンレス鋼の合金元素として利用され、耐食性を向上させるのに役立ちます。炭素鋼や合金鋼とは異なり、ステンレス鋼の鋳造品は表面処理をほとんど、あるいは全く必要としません。これが、ステンレス鋼の精密鋳造部品が、バルブ、ポンプ、その他耐食性が不可欠な工業部品に使用される理由の一つです。
- 優れた視覚品質: 品質 高い視覚品質が求められる支出鍛造領域では、視覚的な外観が実現可能です。
- 表面仕上げ120W RMS以上の出力は容易に達成できます。
- ネットコンディションエリアに近い場所: 長時間稼働する機械部品には、インターネット投資判断に近い堅牢な部品を使用することを避けてください。
- 閉鎖公差1インチあたり±0.005インチの公差レベルを達成できます。
投資決定鋳造品の二次加工および処理方法
|
研磨亜鉛メッキ、ニッケルメッキ、電気メッキ、クロムメッキ |
|
|
陽極酸化処理、リン酸塩処理、酸処理、研磨 |
|
|
高精度CNC加工 |
|
|
ブローチ加工、フライス加工、穴あけ加工、ねじ切り加工 |
|
|
床研磨、サンドブラスト、粉体塗装 |
|
|
熱処理方法 |
よくある質問:
Q1:お支払い期限はどのくらいですか?
対応方法:銀行振込、PayPal。
Q2:どのように見積もりを作成すればよいでしょうか?
A: 材料の品質、公差、機械的特性など、お持ちのすべての技術図面を電子メールでお問い合わせください。
住宅、熱処理、要件など、その他多数の事項に対応いたします。当社の専門エンジニアが24時間以内に調査と見積もりを行います。
Q3:貴社では通常、どのようなソリューションを取り扱っていますか?
A:自動車部品、機械部品、船舶部品、厨房機器、農業部品。
Q4:よく使われる材料は何ですか?
A:ステンレス鋼、合金金属、炭素鋼、アルミニウム、銅。
Q5:どのコンプリートセットを提供できますか?
A:サンドブラスト、タンブリング、研磨、電解研磨、鏡面研磨、粉体塗装、電気泳動など。
Q6:最小注文数量(MOQ)はいくらですか?
A: ソリューションに基づいて、標準は100個です。
Q7:サンプルを作成することは可能ですか?
A:サンプル提供可能、サンプル作成に15~20日かかります。
Q8:目安となる時間はどうでしょうか?
A:通常、量産の場合は約35回かかります。お急ぎの場合はお知らせください。
| 鋳造方法: | 熱重力鋳造 |
|---|---|
| プロセス: | インベストメント鋳造 |
| 成形技術: | 重力鋳造 |
| 応用: | 機械部品 |
| 材料: | ステンレス鋼 |
| 表面処理: | サンドブラスト |
###
| サンプル: |
US$ 1個
1個(最小注文数) |
|---|
###
| カスタマイズ: |
利用可能
|
|---|
###
|
研究開発
|
ソフトウェア: Solidworks、CAD、Procast、UG
サンプルの開発サイクル:25~35日
|
|
材料
|
ステンレス鋼:304/304L、316/316L、410/416など
二相ステンレス鋼:2250、2507、Zeron 100など 炭素鋼 合金鋼 |
|
技術パラメータ
|
部品重量:2g~30kg
最大寸法:直径または長さ600mm 最小肉厚:1.5mm 鋳造表面粗さ:Ra3.2~6.4 機械加工表面粗さ:Ra1.6 鋳造公差:CT6 内芯:セラミック芯、尿素芯、水溶性ワックス芯。 |
|
熱処理
|
焼きならし、焼き戻し、焼き入れ、焼きなまし、焼き入れ焼き戻し、炭化処理、固溶化処理。
|
|
表面処理
|
研磨、ビーズブラスト、亜鉛メッキ、溶融亜鉛メッキ、ニッケルメッキ、不動態化、
電解研磨、鏡面研磨、ブラシ研磨、PEコーティング、粉体塗装など
|
|
検査
|
清浄度検査、X線放射線検査、CMM検査
|
|
生産能力
|
月間120トン以上
|
|
品質証明書
|
ISO9001; ISO14001
|
###
|
研磨亜鉛メッキ、ニッケルメッキ、電気メッキ、クロムメッキ
|
|
|
陽極酸化処理、リン酸塩処理、酸処理、研磨
|
|
|
高精度CNC加工
|
|
|
ブローチ加工、フライス加工、穴あけ加工、ねじ切り加工
|
|
|
表面研削、サンドブラスト、粉体塗装
|
|
|
熱処理
|
| 鋳造方法: | 熱重力鋳造 |
|---|---|
| プロセス: | インベストメント鋳造 |
| 成形技術: | 重力鋳造 |
| 応用: | 機械部品 |
| 材料: | ステンレス鋼 |
| 表面処理: | サンドブラスト |
###
| サンプル: |
US$ 1個
1個(最小注文数) |
|---|
###
| カスタマイズ: |
利用可能
|
|---|
###
|
研究開発
|
ソフトウェア: Solidworks、CAD、Procast、UG
サンプルの開発サイクル:25~35日
|
|
材料
|
ステンレス鋼:304/304L、316/316L、410/416など
二相ステンレス鋼:2250、2507、Zeron 100など 炭素鋼 合金鋼 |
|
技術パラメータ
|
部品重量:2g~30kg
最大寸法:直径または長さ600mm 最小肉厚:1.5mm 鋳造表面粗さ:Ra3.2~6.4 機械加工表面粗さ:Ra1.6 鋳造公差:CT6 内芯:セラミック芯、尿素芯、水溶性ワックス芯。 |
|
熱処理
|
焼きならし、焼き戻し、焼き入れ、焼きなまし、焼き入れ焼き戻し、炭化処理、固溶化処理。
|
|
表面処理
|
研磨、ビーズブラスト、亜鉛メッキ、溶融亜鉛メッキ、ニッケルメッキ、不動態化、
電解研磨、鏡面研磨、ブラシ研磨、PEコーティング、粉体塗装など
|
|
検査
|
清浄度検査、X線放射線検査、CMM検査
|
|
生産能力
|
月間120トン以上
|
|
品質証明書
|
ISO9001; ISO14001
|
###
|
研磨亜鉛メッキ、ニッケルメッキ、電気メッキ、クロムメッキ
|
|
|
陽極酸化処理、リン酸塩処理、酸処理、研磨
|
|
|
高精度CNC加工
|
|
|
ブローチ加工、フライス加工、穴あけ加工、ねじ切り加工
|
|
|
表面研削、サンドブラスト、粉体塗装
|
|
|
熱処理
|
ベベルギアの種類
ベベルギアは様々な産業で使用されています。車輪式掘削機、浚渫機、コンベアベルト、製粉所のアクチュエータ、鉄道の伝動装置などに使用されています。ベベルギアの螺旋状または角度付きベベルは、狭い空間での用途に適しています。また、ロボット工学や圧延機の垂直支持にも使用されています。食品加工プロセスにもベベルギアは使用できます。ベベルギアの詳細については、以下をお読みください。
スパイラルベベルギア
スパイラルベベルギアは、90度の角度で2本の軸間で動力を伝達するために使用されます。歯は湾曲または斜めになっており、様々な金属から製造できます。Bestagearは、中型から大型のスパイラルベベルギアを専門とするメーカーです。鉱業、冶金、海洋、油田などで使用されています。スパイラルベベルギアは通常、鋼、アルミニウム、またはフェノール樹脂で作られています。
スパイラルベベルギアには多くの利点があります。噛み合う歯により、力の伝達が急激になりにくくなります。非常に耐久性が高く、長寿命設計となっています。また、他の直角ギアよりも安価です。さらに、ペアで製造されるため、寿命も長くなります。スパイラルベベルギアは、相手側のギアからの騒音と振動も低減します。そのため、新しいギアセットをお探しの場合は、スパイラルベベルギアが最適です。
スパイラルベベルギアの歯間の接触は、歯面に沿って発生します。接触はヘルツの弾性接触理論に従います。この原理は、接触面積の有効寸法が小さく、表面の相対曲率半径が小さい場合に成立します。この場合、ひずみと摩擦は無視できます。スパイラルベベルギアは、逆ヘリカルギアの一般的な例です。このギアは、鉱山機械で広く使用されています。
スパイラルベベルギアはバックラッシュを吸収する機能も備えています。この機能は、ギア表面の油膜の厚さを確保するのに役立ちます。シャフト軸、取り付け距離、角度の誤差はすべて、スパイラルベベルギアの歯当たりに影響を与えます。バックラッシュを調整することで、これらの問題を修正できます。上記に示した許容差は、ベベルギアでは一般的なものです。メーカーによっては、製造工程の最終段階で若干の設計変更を行うことがあり、OEMへのリスクを最小限に抑えています。
ストレートベベルギア
ストレートベベルギアは、製造が最も容易なギアの一つです。初期のストレートベベルギア製造方法は、インデックスヘッドを備えたプレーナーを用いていました。しかし、RevacycleシステムとConiflexの導入により、製造方法は改良され、最新の技術により、より高精度な製造が可能になりました。CZPTでは、これら2つの製造方法を採用しています。以下に、ストレートベベルギアの製造例をいくつかご紹介します。
ストレートベベルギアは、グリーソン法とクリンゲルンベルグ法という2種類のベベル面を用いて製造されます。この2つの方法のうち、グリーソン法が最も一般的です。他の種類のギアとは異なり、CZPT法は普遍的な標準ではありません。グリーソン方式は、歯面クラウニングの採用により、小さな組立誤差も許容するギアを製造する最も効果的な方法であるため、より高品質なギアを実現できます。また、歯のベベルエッジにおける応力集中も排除されます。
ギアの構成は用途によって異なります。耐久性が求められる場合、ギアは鋳鉄製になります。ピニオンは通常、ギアの3倍の硬度があり、摩耗のバランスを保つのに役立ちます。炭素鋼などの他の材料は安価ですが、耐腐食性は低くなります。慣性も考慮すべき重要な要素です。重いギアは逆転や停止が難しくなるためです。精度要件には、ギアのピッチと直径、圧力角が含まれる場合があります。
ストレートベベルギアのインボリュート形状は、多くの場合、面法線を変化させることで計算されます。インボリュート形状は、面座標と理論的な歯厚を組み込むことで計算されます。CMMを用いることで、球面インボリュート面を用いて歯の接触パターンを判定できます。この方法は、ロール試験機が使用できない場合に歯の接触パターンを予測できるため、有用です。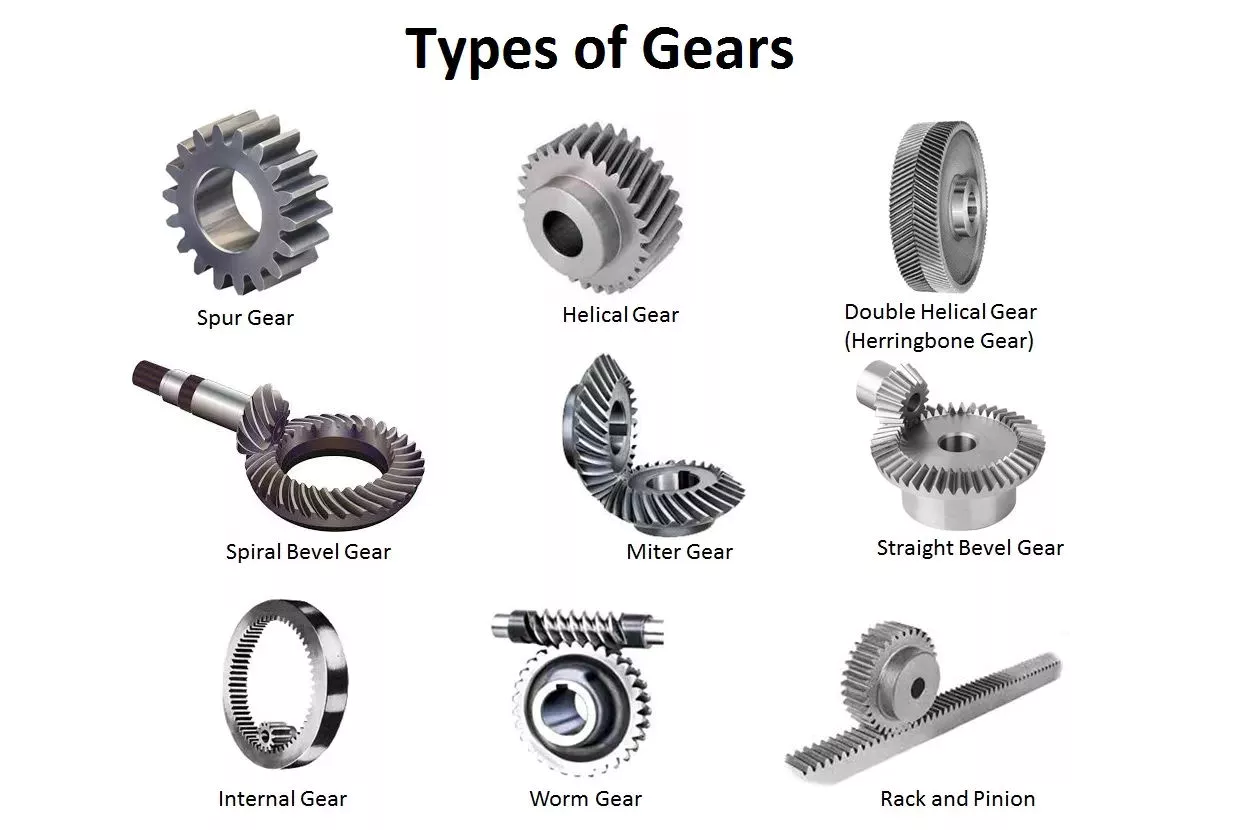
ハイポイドベベルギア
ハイポイドベベルギアは、効率が高く汎用性の高い減速ソリューションです。コンパクトなサイズ、高効率、低騒音、低発熱、そして長寿命という特長から、動力伝達およびモーションコントロール業界で広く採用されています。以下では、ハイポイドギアの利点と、それを活用すべき理由をいくつかご紹介します。また、このギアに関する主な誤解や誤った認識についてもご紹介します。これらの認識は一見直感に反するように思えるかもしれませんが、このギアの本質を理解する上で役立つでしょう。
ハイポイドギアの基本概念は、交差しない2本の軸を用いることです。小さい方の軸は大きい方の軸からオフセットされているため、干渉なく噛み合い、しっかりと互いを支えます。その結果、従来のギアセットと比較してトルク伝達が向上します。ハイポイドベベルギアは、自動車の後車軸の駆動に使用されます。これにより、機械設計の柔軟性が向上し、軸を自由に調整できるようになります。
前者の場合、2つのボディのメッシュは、双曲面カッターを目的のギアにフィッティングすることで得られます。その幾何学的特性、方向、および位置によって、目的のギアが決まります。後者は、目的のギアが騒音を発生しない場合、または振動を低減する必要がある場合に使用されます。一方、双曲面カッターは、2つの歯付きボディと噛み合います。これは、騒音が懸念されるハイポイドギアのモデリングに最も効率的なオプションです。
ハイポイドベベルギアとスパイラルベベルギアの主な違いは、ハイポイドベベルギアの方が直径が大きいことです。通常は1:1または2:1のギア比で使用されますが、メーカーによってはより高いギア比のギアも提供しています。ハイポイドギアボックスは3,000rpmの速度を達成できるため、様々な用途で好まれています。高効率のギアボックスをお探しなら、ハイポイドベベルギアが最適です。
歯先角と歯底角
ベベルギアの歯先角と歯底角は、ギアの歯の形状と深さを表すために使用されます。ギアの各歯は、深さが変化するわずかにテーパー状の面を持っています。これらの角度は、歯先と歯底の距離によって定義されます。歯先角は歯の頂面と歯底面の間の距離であり、歯底角は歯のピッチ面と歯底面の間の距離です。
ピッチ角は、歯車のピッチ円錐の頂点と歯車軸のピッチ線とがなす角度です。一方、歯底角は、ピッチ線の下の歯溝の深さです。どちらの角度も、かさ歯車の形状を測定するために使用されます。歯先角と歯底角は、歯車の設計において重要です。
かさ歯車の歯底角と歯先角は、2つの歯車の歯底かみ合い率(Mc)によって決まります。インボリュート曲線は、かさ歯車の歯底径より内側に延在することはできません。歯底径は、歯車の設計において重要な寸法です。インボリュート曲線をインボリュート曲線に合わせるように縮小することは可能ですが、インボリュート曲線に接線を引かなければなりません。
ベベルギアの最も一般的な用途は自動車の差動装置です。乗用車、トラック、建設機械など、様々な車両に使用されています。また、海洋産業や航空産業にも使用されています。これら2つの一般的な用途以外にも、ベベルギアには様々な用途があり、その人気は依然として高まっています。自動車や産業用ギアシステムにおいて、ベベルギアは貴重な部品です。
ベベルギアの用途
ベベルギアは様々な用途に使用されています。重量、負荷、用途に応じて様々な材料が使用されています。高負荷用途には、ねずみ鋳鉄などの鉄系金属が使用されます。これらの材料は耐摩耗性に優れ、安価です。低負荷用途には、鋼鉄やプラスチックなどの非金属が使用されます。ベベルギアの材料の中には、静音性が高いとされるものもあります。以下に、ベベルギアの一般的な用途をいくつかご紹介します。
ストレートベベルギアは最も製造が容易です。最も初期の製造方法は、インデックスヘッド付きのプレーナーでした。現代の製造方法では、RevacycleシステムとConiflexシステムが導入されています。CZPTでは、産業用ギアの製造にRevacycleシステムを使用しています。しかし、ベベルギアには様々な種類があります。このガイドは、次のプロジェクトに適した材料を選択するのに役立ちます。これらの材料は高速回転にも耐え、非常に強度に優れています。
ベベルギアは自動車や産業機械で最も一般的に使用されています。ドライブシャフトと車輪を連結します。中には45度のベベルを持つものもあります。これらのギアはベベル面に設置して伝達能力を試験することができます。また、適切な運動伝達を保証するための試験用途にも使用されます。ベベルギアは、直軸の速度を減速させることもできます。ベベルギアは、船舶から航空まで、多くの産業で使用されています。
最もシンプルなタイプのベベルギアは、1:1の歯数比を持つマイターギアです。回転軸を変更するために使用されます。角度付きマイターベベルギアの軸は、45度から120度までの任意の角度で交差できます。ベベルギアの歯は、ストレート、スパイラル、ゼロルのいずれかです。ラック&ピニオンギアと同様に、ベベルギアにも様々な種類があります。


czh 編集者 2022-12-22



















