
Løsningsbeskrivelse
Tilpasset stålstøpeutstyrs tannhjulstativ
|
FoU |
Programvare: Solidworks, CAD, Procast, UG Forbedringssyklus for prøver: tjuefem–35 dager |
|
Komponenter |
Rustfritt stål: 304/304L, 316/316L, 410/416 og mange andre |
|
Teknologisk parameter |
Porsjonsfett: 2 g til 30 kg |
|
Varmeterapi |
Normalisering, anløping, bråkjøling, gløding, bråkjøling og anløping, forkabling, løsningsmiddel. |
|
Områdeterapi |
Granulering, kuleblåsing, sinkbelegg, varmforsinking, nikkelbelegg, passivering, Elektropolering, speilpolering, børstebehandling, PE-belegg, pulverlakkering, etc. |
|
Undersøkelse |
Renhetsinspeksjon, røntgenradiografisk inspeksjon, CMM-inspeksjon |
|
Skapelsekapasitet |
Mye mer enn 120 tonn per måned |
|
Kvalitetssertifikater |
ISO9001 ISO14001 |
Organisasjonsprofil:
HangZhou CZPT Foundry Co, Ltd plassert i Zhejiang-provinsen i Kina.
Vi spesialiserte oss i investeringsbeslutning om støping av silikasol med mye mer enn 20 år og håndterer hundre 000 kvadratmeter
med 500 ansatte.
Vår generasjonsstyring og kvalitetsstyringsmetode oppfyller alle kravene til ISO 9001:2015, akkreditert av TÜV Rheinland.
Hongsheng produserer et bredt utvalg av presisjonsstøpte og maskinerte komponenter av høy kvalitet i rustfritt stål, karbonstål og legeringsmetaller. De viktigste feltene inkluderer høyhastighetsskinne, bilindustrien, maritime produkter og helseinstrumenter.
utstyrskomponenter, utviklingsmaskinvare, pumpe- og ventildeler ... og så videre
Fordeler med støpegods i rustfritt stål
Støpegods i rustfritt stål brukes i en rekke industrisektorer av følgende årsaker:
- Enestående korrosjonsbestandighet: Krom brukes som legeringsfaktor i rustfritt metall, noe som bidrar til å forbedre dets korrosjonshemmende egenskaper. I motsetning til karbon og legert metall krever støpegods i rustfritt stål liten eller ingen ekstra overflatebehandling. Dette er en av grunnene til at investeringsstøpte deler i rustfritt stål brukes i industrielle deler som ventiler, pumper og andre deler der korrosjonsbestandighet er viktig.
- Enestående synlig kvalitetKvalitet Et synlig utseende er mulig for smidde områder som krever høy synlig kvalitet.
- Overflatebehandlinger120 RMS eller bedre oppnås uten problemer.
- Nær netttilstandsområderHoldes unna maskinkomponenter med lang driftstid som bruker solide elementer i nærheten av nettet.
- LukketoleranserToleransenivåer på ±0,005 tommer for hver tomme kan oppnås
Sekundæroperasjoner og behandlingsmetode for investeringsbeslutninger Støpegods vi tilbyr
|
Polert sinkbelegg, nikkelbelegg, galvanisering, forkromming |
|
|
Anodisering, fosfatering, syrebehandling, sliping |
|
|
Høypresisjons CNC-maskinering |
|
|
Brotsje, frese, bore, gjenge |
|
|
Gulvsliping, sandblåsing, pulverlakkering |
|
|
Varmebehandlingsmetode |
Vanlige spørsmål:
Q1: Hva er betalingsperioden vår?
A: T/T, Paypal.
Q2: Hvordan kan vi gi et tilbud for deg?
A: Du bør sende oss en forespørsel på e-post med alle tekniske tegninger du har, for eksempel materialkvalitet, toleranse, mekaniske tegninger
boliger, varmebehandling, krav og mye annet. Våre spesialiserte ingeniører vil sjekke og gi et estimat for deg innen 24 timer.
Q3: Hvilke løsninger behandles vanligvis av firmaet ditt?
A: Bildeler, maskinelementer, marinekomponenter, kjøkkenområder, landbrukselementer.
Q4: Hvilke materialer brukes ofte?
A: Rustfritt stål, legeringsmetall, karbonstål, aluminium, kobber.
Q5: Hvilken komplett kan du levere?
A: Sandblåsing, tromling, polering, elektropolering, speilpolering, pulverlakkering, elektroforese, ETC.
Q6: Hva er MOQ?
A: Basert på løsningen, standard hundre stk.
Q7: Kan vi lage prøvene?
A: Tilbys, 15-20 dager for prøvetaking.
Q8: Hva med veiledningstiden?
A: Vanligvis omtrent 35 ganger for masseproduksjon, vennligst gi oss beskjed hvis det er en hastebestilling.
| Støpemetode: | Termisk tyngdekraftstøping |
|---|---|
| Behandle: | Investeringsstøping |
| Støpeteknikker: | Tyngdekraftsstøping |
| Søknad: | Maskindeler |
| Materiale: | Rustfritt stål |
| Overflateforberedelse: | Sandblåsing |
###
| Prøver: |
US$ 1/Stykke
1 stk (min. bestilling) |
|---|
###
| Tilpasning: |
Tilgjengelig
|
|---|
###
|
FoU
|
Programvare: Solidworks, CAD, Procast, UG
Utviklingssyklus for prøver: 25–35 dager
|
|
Materialer
|
Rustfritt stål: 304/304L, 316/316L, 410/416 osv.
Dupleks rustfritt stål: 2250, 2507, Zeron 100 osv. Karbonstål Legert stål |
|
Teknisk parameter
|
Delvekt: 2 g til 30 kg
Maks dimensjon: 600 mm for diameter eller lengde Min. veggtykkelse: 1,5 mm Støperuhet: Ra3.2-6.4 Maskineringsruhet: Ra1.6 Støpetoleranse: CT6 Indre kjerne: keramisk kjerne, ureakjerne, vannløselig vokskjerne. |
|
Varmebehandling
|
Normalisering, anløping, bråkjøling, gløding, bråkjøling og anløping, kaburisering, løsningsbehandling.
|
|
Overflatebehandling
|
Polering, kuleblåsing, sinkbelegg, varmgalvanisering, nikkelbelegg, passivering,
Elektropolering, speilpolering, børstepolering, PE-belegg, pulverlakkering osv.
|
|
Undersøkelse
|
Renhetsinspeksjon, røntgenradiografisk inspeksjon, CMM-inspeksjon
|
|
Produksjonskapasitet
|
Mer enn 120 tonn per måned
|
|
Kvalitetssertifikater
|
ISO9001; ISO14001
|
###
|
Polert sinkbelegg, nikkelbelegg, galvanisering, forkromming
|
|
|
Anodisering, fosfatering, syrebehandling, polering
|
|
|
Høypresisjons CNC-maskinering
|
|
|
Brotsje, frese, bore, gjenge
|
|
|
Overflatesliping, sandblåsing, pulverlakkering
|
|
|
Varmebehandling
|
| Støpemetode: | Termisk tyngdekraftstøping |
|---|---|
| Behandle: | Investeringsstøping |
| Støpeteknikker: | Tyngdekraftsstøping |
| Søknad: | Maskindeler |
| Materiale: | Rustfritt stål |
| Overflateforberedelse: | Sandblåsing |
###
| Prøver: |
US$ 1/Stykke
1 stk (min. bestilling) |
|---|
###
| Tilpasning: |
Tilgjengelig
|
|---|
###
|
FoU
|
Programvare: Solidworks, CAD, Procast, UG
Utviklingssyklus for prøver: 25–35 dager
|
|
Materialer
|
Rustfritt stål: 304/304L, 316/316L, 410/416 osv.
Dupleks rustfritt stål: 2250, 2507, Zeron 100 osv. Karbonstål Legert stål |
|
Teknisk parameter
|
Delvekt: 2 g til 30 kg
Maks dimensjon: 600 mm for diameter eller lengde Min. veggtykkelse: 1,5 mm Støperuhet: Ra3.2-6.4 Maskineringsruhet: Ra1.6 Støpetoleranse: CT6 Indre kjerne: keramisk kjerne, ureakjerne, vannløselig vokskjerne. |
|
Varmebehandling
|
Normalisering, anløping, bråkjøling, gløding, bråkjøling og anløping, kaburisering, løsningsbehandling.
|
|
Overflatebehandling
|
Polering, kuleblåsing, sinkbelegg, varmgalvanisering, nikkelbelegg, passivering,
Elektropolering, speilpolering, børstepolering, PE-belegg, pulverlakkering osv.
|
|
Undersøkelse
|
Renhetsinspeksjon, røntgenradiografisk inspeksjon, CMM-inspeksjon
|
|
Produksjonskapasitet
|
Mer enn 120 tonn per måned
|
|
Kvalitetssertifikater
|
ISO9001; ISO14001
|
###
|
Polert sinkbelegg, nikkelbelegg, galvanisering, forkromming
|
|
|
Anodisering, fosfatering, syrebehandling, polering
|
|
|
Høypresisjons CNC-maskinering
|
|
|
Brotsje, frese, bore, gjenge
|
|
|
Overflatesliping, sandblåsing, pulverlakkering
|
|
|
Varmebehandling
|
Typer av koniske gir
Koniske tannhjul brukes i en rekke bransjer. De brukes i hjulgravere, mudderverk, transportbånd, mølleaktuatorer og skinnegående girkasser. Et konisk tannhjuls spiralformede eller vinklede koniske gir kan gjøre det egnet for trange rom. Det brukes også i robotikk og vertikale støtter til valseverk. Du kan bruke koniske tannhjul i næringsmiddelprosesser. For mer informasjon om koniske tannhjul, les videre.

Spiralformet konisk gir
Spiralformede koniske gir brukes til å overføre kraft mellom to aksler i 90-graders vinkel. De har buede eller skrå tenner og kan lages av forskjellige metaller. Bestagear er en produsent som spesialiserer seg på mellomstore til store spiralformede koniske gir. De brukes i gruvedrift, metallurgi, marine og oljefelt. Spiralformede koniske gir er vanligvis laget av stål, aluminium eller fenoliske materialer.
Spiralformede koniske gir har mange fordeler. Deres inngrepstenner skaper en mindre brå kraftoverføring. De er utrolig slitesterke og er designet for å vare lenge. De er også rimeligere enn andre rettvinklede gir. De har også en tendens til å vare lenger, fordi de produseres i par. Spiralformede koniske gir reduserer også støy og vibrasjoner fra sine motparter. Derfor, hvis du trenger et nytt girsett, er spiralformede koniske gir det riktige valget.
Kontakten mellom spiralformede koniske tannhjulstenner skjer langs overflaten av tannhjulstannen. Kontakten følger Hertz-teorien om elastisk kontakt. Dette prinsippet gjelder for små signifikante dimensjoner av kontaktområdet og små relative krumningsradier på overflatene. I dette tilfellet er tøyninger og friksjon ubetydelige. Et spiralformet konisk tannhjul er et vanlig eksempel på et invertert spiralformet tannhjul. Dette tannhjulet brukes ofte i gruveutstyr.
Spiralformede koniske gir har også en funksjon som absorberer tilbakeslag. Denne funksjonen bidrar til å sikre tykkelsen på oljefilmen på giroverflaten. Akselaksen, monteringsavstanden og vinkelfeil påvirker alle tannkontakten på et spiralformet konisk gir. Justering av tilbakeslag bidrar til å korrigere disse problemene. Toleransene vist ovenfor er vanlige for koniske gir. I noen tilfeller gjør produsenter små designendringer sent i produksjonsprosessen, noe som minimerer risikoen for OEM-er.
Rett vinkelgir
Rette koniske tannhjul er blant de enkleste tannhjulstypene å produsere. Den tidligste metoden som ble brukt for å produsere rette koniske tannhjul var å bruke en høvel utstyrt med et indekseringshode. Imidlertid har det blitt gjort forbedringer i produksjonsmetodene etter introduksjonen av Revacycle-systemet og Coniflex. Den nyeste teknologien muliggjør enda mer presis produksjon. Begge disse produksjonsmetodene brukes av CZPT. Her er noen eksempler på produksjon av rette koniske tannhjul.
Et rett vinkelgir produseres ved hjelp av to typer koniske overflater, nemlig Gleason-metoden og Klingelnberg-metoden. Blant de to er Gleason-metoden den vanligste. I motsetning til andre typer gir er ikke CZPT-metoden en universell standard. Gleason-systemet har gir av høyere kvalitet, siden bruk av tannkroning er den mest effektive måten å lage gir som tolererer selv små monteringsfeil. Det eliminerer også spenningskonsentrasjonen i de avfasede kantene på tennene.
Girets sammensetning avhenger av bruksområdet. Når holdbarhet er nødvendig, er et gir laget av støpejern. Pinjongen er vanligvis tre ganger hardere enn giret, noe som bidrar til å balansere slitasje. Andre materialer, som karbonstål, er billigere, men er mindre motstandsdyktige mot korrosjon. Treghet er en annen kritisk faktor å vurdere, siden tyngre gir er vanskeligere å reversere og stoppe. Presisjonskrav kan inkludere girstigning og diameter, samt trykkvinkel.
Evolventgeometrien til et rett konisk tannhjul beregnes ofte ved å variere overflatens normal til overflaten. Evolventgeometrien beregnes ved å innlemme overflatekoordinatene og den teoretiske tanntykkelsen. Ved hjelp av CMM kan den sfæriske evolvente overflaten brukes til å bestemme tannkontaktmønstre. Denne metoden er nyttig når et valsetesterverktøy ikke er tilgjengelig, fordi den kan forutsi tennenes kontaktmønster.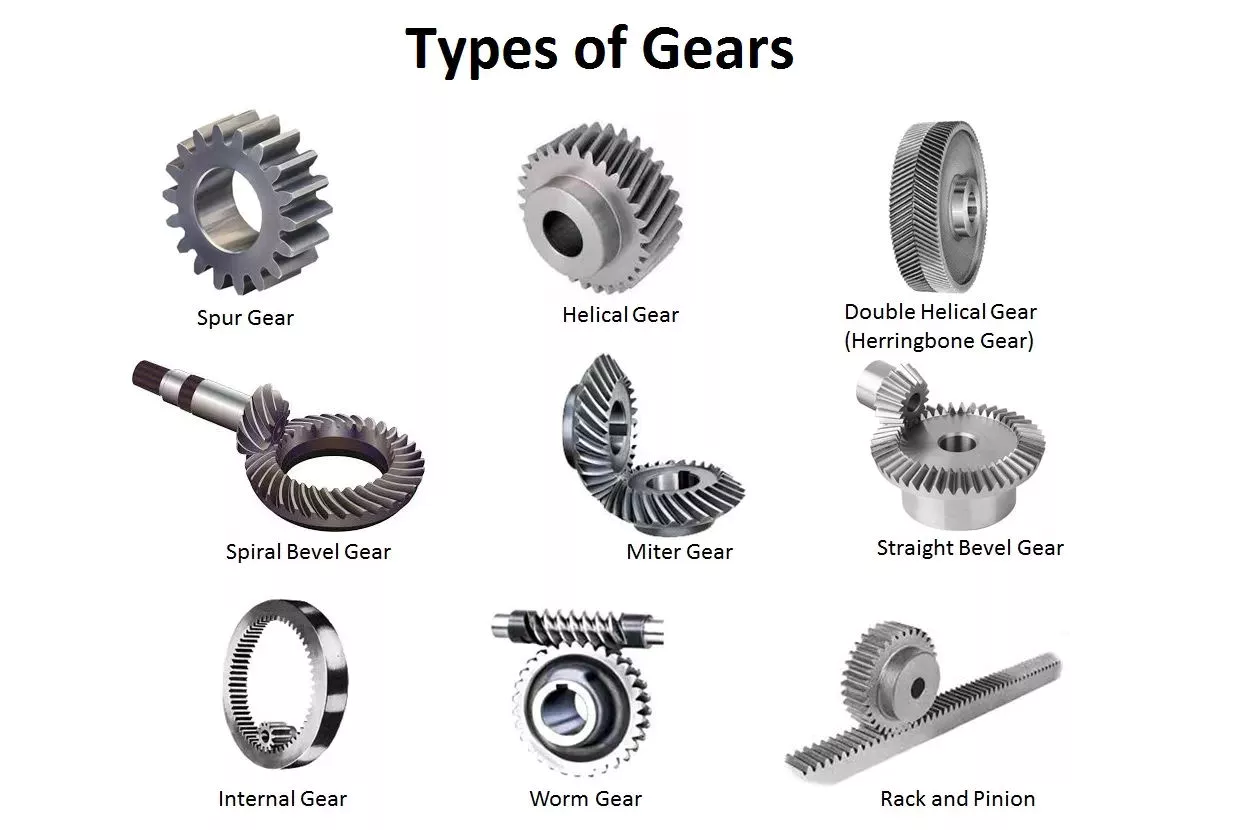

Hypoid konisk gir
Hypoidkoniske gir er en effektiv og allsidig løsning for hastighetsreduksjon. Deres kompakte størrelse, høye effektivitet, lave støy- og varmeutvikling, og lange levetid gjør dem til et populært valg innen kraftoverføring og bevegelseskontrollindustrien. Følgende er noen av fordelene med hypoidgir og hvorfor du bør bruke det. Nedenfor er noen av de viktigste misoppfatningene og feilaktige antagelsene om denne girtypen. Disse antagelsene kan virke kontraintuitive ved første øyekast, men vil hjelpe deg å forstå hva dette giret handler om.
Det grunnleggende konseptet bak hypoidgir er at de bruker to ikke-skjærende aksler. Den mindre girakselen er forskjøvet fra den større girakselen, slik at de kan gripe inn uten forstyrrelser og støtte hverandre sikkert. Den resulterende momentoverføringen er forbedret sammenlignet med konvensjonelle girsett. Et hypoidkonisk gir brukes til å drive bakakselen på en bil. Det øker fleksibiliteten i maskindesign og lar aksene justeres fritt.
I det første tilfellet oppnås inngrepet mellom de to legemene ved å tilpasse den hyperboloidale kutteren til ønsket gir. Dens geometriske egenskaper, orientering og posisjon bestemmer ønsket gir. Sistnevnte brukes hvis det ønskede giret er støyfritt eller er nødvendig for å redusere vibrasjoner. En hyperboloidal kutter, derimot, går i inngrep med to tannlegemer. Det er det mest effektive alternativet for modellering av hypoidgir med støyproblemer.
Hovedforskjellen mellom hypoid- og spiralformede koniske gir er at hypoidkoniske gir har en større diameter enn sine motparter. De finnes vanligvis i 1:1- og 2:1-applikasjoner, men noen produsenter tilbyr også høyere utvekslingsforhold. En hypoidgirkasse kan oppnå hastigheter på tre tusen o/min. Dette gjør den til det foretrukne valget i en rekke applikasjoner. Så hvis du leter etter en girkasse med høy effektivitet, er dette giret for deg.
Addendum- og dedendumvinkler
Addendum- og dedendumvinklene til et konisk tannhjul brukes til å beskrive formen og dybden på tennene på tannhjulet. Hver tann på tannhjulet har en litt konisk overflate som endrer seg i dybde. Disse vinklene er definert av addendum- og dedendumavstandene. Addendumvinkel er avstanden mellom toppflaten og bunnflaten på tennene, mens dedendumvinkel er avstanden mellom stigningsflaten og bunnflaten på tennene.
Stigningsvinkelen er vinkelen som dannes av toppunktet på girets stigningskjegle med stigningslinjen på girakselen. Dedendumvinkelen er derimot dybden på tannrommet under stigningslinjen. Begge vinklene brukes til å måle formen på et konisk tannhjul. Addendum- og dedendumvinklene er viktige for girdesign.
Dedendum- og addendumvinklene til et konisk tannhjul bestemmes av basiskontaktforholdet (Mc) til de to tannhjulene. Evolventkurven tillates ikke å strekke seg innenfor basisdiameteren til konisk tannhjul. Basisdiameteren er også en kritisk måling for utformingen av et tannhjul. Det er mulig å redusere evolventkurven for å matche evolventkurven, men den må være tangensiell til evolventkurven.
Den vanligste bruken av koniske gir er i bildifferensialen. De brukes i mange typer kjøretøy, inkludert biler, lastebiler og til og med anleggsmaskiner. De brukes også i marinindustrien og luftfart. Bortsett fra disse to vanlige bruksområdene, finnes det mange andre bruksområder for koniske gir. Og de vokser fortsatt i popularitet. Men de er en verdifull del av bil- og industrielle girsystemer.

Anvendelser av koniske gir
Koniske gir brukes i en rekke bruksområder. De er laget av forskjellige materialer avhengig av vekt, belastning og bruksområde. For bruksområder med høy belastning brukes jernholdige metaller som grått støpejern. Disse materialene har utmerket slitestyrke og er rimelige. For bruksområder med lavere vekt brukes stål eller ikke-metaller som plast. Noen koniske girmaterialer regnes som lydløse. Her er noen av deres vanligste bruksområder.
Rette koniske tannhjul er enklest å produsere. Den tidligste metoden for å produsere dem var med en høvel med et indekseringshode. Moderne produksjonsmetoder introduserte Revacycle- og Coniflex-systemene. For industriell tannhjulproduksjon bruker CZPT Revacycle-systemet. Det finnes imidlertid mange typer koniske tannhjul. Denne veiledningen vil hjelpe deg med å velge riktig materiale for ditt neste prosjekt. Disse materialene tåler høye rotasjonshastigheter og er svært sterke.
Koniske tannhjul er vanligst i bil- og industrimaskiner. De kobler drivakselen til hjulene. Noen har til og med en 45-graders konisk vinkel. Disse tannhjulene kan plasseres på en konisk overflate og testes for overføringskapasitet. De brukes også i testapplikasjoner for å sikre riktig bevegelsesoverføring. De kan redusere hastigheten på rette aksler. Koniske tannhjul kan brukes i mange bransjer, fra marine til luftfart.
Den enkleste typen konisk tannhjul er gjæringsgiret, som har et forhold på 1:1. Det brukes til å endre rotasjonsaksen. Akslene til vinkelformede gjærings-koniske tannhjul kan krysse hverandre i alle vinkler, fra 45 grader til 120 grader. Tennene på konisk tannhjulet kan være rette, spiralformede eller nulltennende. Og som med tannstang- og pinjongtannhjul, finnes det forskjellige typer koniske tannhjul.


redaktør av czh 2022-12-22

